The small-scale cryogenic air separation equipment adopts a low-pressure process, using deep freezing and distillation methods to extract pure oxygen and pure nitrogen from the air. That is, the principle of turboexpander refrigeration cycle is used to liquefy the air. According to the different boiling points of liquid oxygen and liquid nitrogen, secondary distillation is carried out in the fractionation tower to obtain 99.6% pure oxygen and 99.99% or more pure nitrogen. According to the needs, changing the operation can also produce some liquid oxygen, liquid nitrogen, and medical oxygen.

Small scale cryogenic air separation machine
The air separation equipment industry mainly consists of two categories: large-scale air separation equipment and small and medium-sized air separation equipment. The two types of equipment have significant differences in technology, gas production capacity, and application: large-scale air separation equipment mainly uses cryogenic separation technology, with a production capacity generally exceeding 10000 cubic meters per hour (some can reach 100000 cubic meters per hour). Large scale air separation equipment occupies a large area and requires huge investment, usually used in coal mines and large-scale chemical projects; Small and medium-sized air separation equipment mainly adopts membrane separation and pressure swing adsorption (PSA) technology. The gas output of small and medium-sized air separation equipment is flexible (tens to hundreds of cubic meters per hour), and has the advantages of low investment, mature technology, and low energy consumption. It is usually used in medical, aviation, electronics, food, small and medium-sized chemical projects, etc.
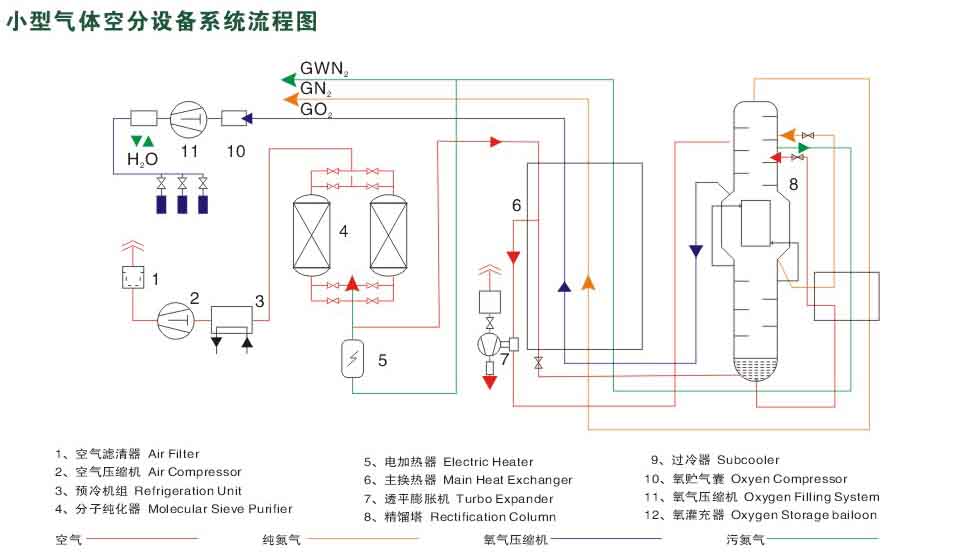
Process flow of small cryogenic air separation machine
- Air compressor: Air is compressed by the air compressor to 0.5Mpa~0.7Mpa.
- Pre cooling: The air is pre cooled to 5 ℃~10 ℃ in the pre cooling unit and the moisture is separated.
- Purification: Air is purified through molecular sieves to remove residual moisture, carbon dioxide, and hydrocarbons from the gas.
- Air expansion: Air expands in an expander to provide the required cooling capacity for the device.
- Heat exchange: Air exchanges heat with the reflux oxygen, nitrogen, and contaminated nitrogen in the main heat exchanger of the fractionation tower, and is reheated to ambient temperature by the cooled contaminated nitrogen.
- Undercooling: Liquid air and liquid nitrogen are supercooled by nitrogen and contaminated nitrogen in the subcooler.
- Distillation: Air undergoes distillation and separation in the lower tower, resulting in the production of nitrogen gas at the top of the upper tower.
Air separation equipment is a large and complex system, mainly composed of the following subsystems: power system, purification system, refrigeration system, heat exchange system, distillation system, product transportation system, liquid storage system, and control system.
- Power system: mainly refers to the raw air compressor. The vast majority of the total energy consumption required for air separation is the energy consumption of the raw air compressor.
- Purification system: The purification system consists of an air cooling system and a molecular sieve purification system. The compressed raw air has a high temperature, and the air pre cooling system reduces the temperature of the air through contact heat exchange, while also washing harmful impurities such as acidic substances. The molecular sieve purification system further removes harmful substances such as moisture, carbon dioxide, acetylene, propylene, propane, and nitrous oxide from the air that are detrimental to the operation of the air separation equipment.
- Refrigeration system: Air separation equipment is cooled by expansion, and the commonly mentioned air separation refrigeration equipment mainly refers to the expansion machine.
- Heat exchange system: The thermal balance of air separation equipment is achieved through the refrigeration system and heat exchange system.
- Air distillation system: This system is the core of air separation equipment and an important device for achieving low-temperature separation. Usually, a two-stage distillation method of high and low pressure is adopted. As long as it consists of a low-pressure tower, a medium pressure tower, and a condensing evaporator.
- Product conveying system: mainly composed of various specifications of oxygen compressors and nitrogen compressors.
- Liquid storage system: The air separation equipment can produce certain products such as liquid oxygen and liquid nitrogen, which enter the liquid storage system for use when needed. As long as it is composed of storage tanks of various specifications, low-temperature liquid pumps, and vaporizers.
- Instrument control system: Large air separation equipment adopts computer distributed control system, which can achieve automatic control.
Air separation equipment, as a major basic equipment, plays an increasingly important role in the national economy. Whether it is the technological upgrading and process improvement of traditional industries such as metallurgy, chemical engineering, and fertilizer, or the rapid development of new coal chemical and integrated refining industries, air separation equipment is an indispensable and important part. As the national economy shifts towards a stage of high-quality development, the booming development of high-tech and emerging industries such as aerospace, electronics, healthcare, new energy, and new materials will further expand the application market of gases.
Advantages of cryogenic air separation unit
The main advantages of cryogenic air separation units in high-purity gas production include high purity, high yield, and strong stability. Compared to other air separation technologies such as PSA and membrane separation, cryogenic air separation can provide higher purity nitrogen and oxygen, making it suitable for industrial applications that require high-purity gases, such as electronic manufacturing, medical and chemical industries. In addition, the cryogenic air separation unit has a large production capacity and can continuously and stably produce large-scale products such as liquid nitrogen and liquid oxygen to meet the long-term needs of different industries. Another advantage of this technology is its versatility, which allows for the recovery of argon and other rare gases while producing high-purity nitrogen and oxygen, thereby enhancing the overall economic efficiency of the device.
In order to further improve the production efficiency of high-purity nitrogen and pure oxygen, the design and operation of cryogenic air separation units are constantly optimized. Improving the efficiency of heat exchangers is one of the key directions for optimization. By adopting new materials and structural designs, energy consumption can be reduced and cooling speed can be improved. The design of distillation columns is also constantly improving, achieving higher separation efficiency by increasing the number of trays, optimizing fluid distribution, and improving gas-liquid contact. In the future, with the application of automation and intelligent control technology, cryogenic air separation units will achieve more precise control and optimization, further improve the production efficiency of high-purity gases, reduce operating costs, and expand application fields, such as high-end manufacturing industries such as new energy, semiconductors, and aerospace.
The cryogenic air separation unit has become an ideal choice for the production of high-purity nitrogen and pure oxygen through precise process design and efficient separation technology. With high purity, high yield, and high stability, cryogenic air separation plays a crucial role in industrial production. When choosing a cryogenic air separation unit, enterprises should consider the equipment’s output, energy efficiency, and maintenance needs to achieve the best production results. With the continuous advancement of technology, cryogenic air separation units will play a more important role in the field of high-purity gases.
Technical advantages of cryogenic air separation
High purity nitrogen gas
Cryogenic air separation technology can produce nitrogen with a purity of up to 99.999%, suitable for industries with strict gas quality requirements, such as electronics, pharmaceuticals, etc. The production of high-purity nitrogen not only meets industrial demand, but also provides reliable gas support for scientific research.
Economic viability
Although the initial investment is relatively high, due to the high operating efficiency of the cryogenic air separation system and the low production cost of nitrogen, it is suitable for large-scale production. Economy is reflected in cost savings and high efficiency in long-term operation, making it competitive in the market.
Environmentally friendly
This method does not generate secondary pollution during the process of producing nitrogen, which meets the requirements of modern industry for environmental protection. The low energy consumption and high recovery rate of cryogenic air separation systems effectively reduce their impact on the environment and are an important component of sustainable development.
flexibility
The cryogenic air separation system can flexibly adjust the production of nitrogen and oxygen according to actual needs, adapt to different production conditions, and meet the changing demands of different industries. The flexible operation mode and configuration selection make the system highly adaptable.
Application fields of cryogenic air separation
Chemical industry
In the chemical industry, nitrogen is widely used as an inert gas to prevent oxidation reactions caused by oxygen, ensuring the safety and efficiency of the reaction. In addition, nitrogen can also be used as a raw material to participate in synthesis reactions and improve product quality.
Food packaging
Nitrogen plays a role in replacing oxygen inside food packaging, extending the shelf life of food and ensuring its freshness and safety. The inert nature of nitrogen effectively prevents the oxidation and spoilage of food.
Metal processing
During metal welding and cutting processes, nitrogen is used as a protective gas to prevent metal oxidation and improve welding quality. The use of nitrogen can improve the performance of welded joints and ensure the overall quality of the product.
Electronic industry
In the manufacturing process of electronic components, nitrogen is widely used as a moisture-proof and protective gas to improve product stability and reliability. High purity nitrogen can reduce static electricity and oxidation risks, and improve the quality of electronic products.
Medical industry
In medical equipment, nitrogen is used for certain anesthesia and respiratory devices to ensure that patients receive safe and efficient treatment. The non-toxic and inert properties of nitrogen make it an important gas in the medical field.