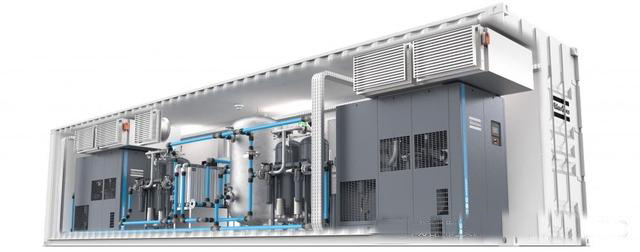
Container oxygen production system is an integrated oxygen production equipment, whose core is to integrate the main components of the oxygen production system into a container shell. This design not only makes the device highly mobile and portable, but also facilitates transportation and rapid deployment. Containerized oxygen production systems typically use pressure swing adsorption (PSA) technology at room temperature to separate oxygen from the air through adsorption and desorption processes. The system generally includes key components such as air compressor, filter, air buffer tank, refrigerated dryer, oxygen generator, and booster. The collaborative work of these components enables the system to produce oxygen stably and efficiently. The containerized oxygen production system can be placed on flat ground or high-rise equipment platforms, which can solve the problem of lack of equipment rooms and insufficient space for users; The container is fully equipped with equipment, pipelines, instruments, ventilation and drainage, and sound insulation devices before leaving the factory. Upon arrival at the site, it can be quickly connected to the gas end, achieving seamless oxygen connection, one click start stop, convenient and simple management, and can meet the oxygen needs of small and medium-sized medical and health institutions/clinics. It is very suitable for emergency oxygen production and supply. Overall, containerized oxygen production systems are an efficient, convenient, and mobile oxygen production solution, widely used in medical, industrial, and other fields, especially in situations that require rapid deployment and high mobility, where their advantages are more apparent.

Mobile containerized oxygen processing plant
The principle of containerized oxygen concentrator
The containerized oxygen concentrator adopts advanced molecular sieve adsorption separation technology to separate nitrogen and oxygen in the air, thereby producing high-purity oxygen. This technology is based on the differences in adsorption capacity of different gases on molecular sieves, and achieves nitrogen oxygen separation by controlling the adsorption and desorption processes. Specifically, when compressed air passes through a molecular sieve, nitrogen is adsorbed onto the sieve, while oxygen flows out through the sieve and undergoes purification, compression, and other treatments to obtain high-purity oxygen.
Characteristics of containerized oxygen concentrators
- High efficiency: Container type oxygen concentrators can produce a large amount of high-purity oxygen in a short period of time, meeting emergency needs such as medical emergencies.
- Convenience: The equipment adopts a containerized design, which is easy to transport and install, and can be quickly deployed to the places where it is needed.
- Reliability: The equipment adopts advanced technology and materials, has good stability and reliability, and can operate stably for a long time in harsh environments.
- Modular design: The containerized oxygen concentrator adopts a modular design, which is convenient for maintenance and upgrading, and reduces operating costs.
Application of containerized oxygen concentrator
- Medical emergency: In medical emergency scenarios, containerized oxygen concentrators can quickly provide a large amount of high-purity oxygen, providing timely and effective treatment for patients.
- Disaster rescue: In emergency situations such as natural disasters, containerized oxygen concentrators can be quickly deployed to the disaster area to provide emergency medical support for the injured.
- Medical support in remote areas: For remote areas where medical resources are relatively scarce, containerized oxygen concentrators can provide stable oxygen supply to local medical institutions and improve medical conditions.
The future development trend of containerized oxygen concentrators
- Technological innovation: With the continuous progress of technology, containerized oxygen concentrators will continuously adopt new technologies, materials, and processes to improve the performance and quality of the equipment.
- Intelligence: In the future, containerized oxygen concentrators will have a higher level of intelligence, which can achieve remote monitoring, fault diagnosis, and automatic maintenance functions, improving the operational efficiency and reliability of the equipment.
- Environmental protection and energy conservation: Environmental protection and energy conservation are important trends for future development. Container oxygen concentrators will continuously optimize their design and manufacturing processes, reduce energy consumption and emissions, and achieve green production.
- Customized services: With the diversification of market demand, containerized oxygen concentrators will provide more customized services to meet the needs and scenarios of different users.
As an efficient, convenient, and reliable medical equipment, containerized oxygen concentrators play an important role in medical emergencies, disaster relief, and medical support in remote areas. With the continuous advancement of technology and the diversification of market demand, containerized oxygen concentrators will continue to innovate and develop, bringing more innovative products and services to the medical and health field.