Metallurgy Chemical Industry the large air separation device is a set of industrial equipment used to separate the components of the air and produce the oxygen, nitrogen, argon and other gases of the air components respectively.

Large-scale air chemical & metallurgy air separation production plant
The most commonly used air separation method is low temperature distillation separation. Low temperature separation method through the compression cycle deep freezing method to turn the air into liquid, after low temperature rectification according to different boiling points and gradually separate from the liquid air to produce oxygen, nitrogen and argon and other inert gas equipment, widely used in traditional metallurgy, new coal chemical industry, large nitrogen fertilizer, professional gas supply and other fields.
Other air separation methods, such as membrane separation, pressure swing adsorption (PSA) and vacuum pressure swing adsorption (VPSA), are mainly used to separate a single component from air. The high purity oxygen, nitrogen and argon used in the manufacture of semiconductor devices require low temperature rectification. Similarly, viable sources of the noble gases neon, krypton, and xenon are also using low temperature distillation. Therefore, low temperature distillation is the most important air separation method.
Complete set of air separation equipment
Main specification
50~120000Nm3/h air separation equipment; 50~40000Nm3/h high purity nitrogen air separation equipment; 10~1000TPD oxygen and nitrogen liquefaction equipment; 100~1000TPD LNG cold energy liquid air separation equipment; Helium, neon, krypton, xenon and other rare gas extraction refining equipment.
Technical characteristics
The company has successfully developed 110,000 grade super large air separation equipment; Configure the optimal process plan according to different user requirements. Including full low pressure molecular sieve adsorption (vertical radial flow), medium (low) pressure booster turbine expansion mechanism cooling, product oxygen inside (outside) compression, nitrogen inside (outside) compression, air (nitrogen) booster cycle, liquid expansion mechanism cooling, structured packing rectification, hydrogen free argon production, rare gas extraction, complete set of air separation automatic load change and optimization control process programs; The oxygen extraction rate reaches more than 99.6%, the argon extraction rate reaches more than 80%, and the oxygen production unit consumption can reach the lowest 0.34kw.h/Nm3. A number of independent innovation technologies have been successfully applied in 40,000-110,000 grade air separation devices.

Principle of air separation device
Low temperature rectification
The low temperature distillation method involves cooling the air to liquefy, and then selectively distilling the components at different boiling temperatures. The process can produce high purity gas with high energy consumption. The cryogenic separation process requires the heat exchanger and the separation tower to be tightly integrated for good efficiency, and all cooling energy is provided by the air compressor at the entrance of the unit.
In order to achieve a lower distillation temperature, the air separation equipment needs to use a throttling device to obtain a cooling capacity, the isothermal throttling effect (Linde liquefaction cycle), or an expansion machine to obtain a large isentropic expansion cooling capacity (Crout liquefaction cycle), to liquefy the air, and the cooling equipment must be kept in an insulated housing (often called a “cold box”).
Other air separation methods
Membrane technology can provide an alternative, low-energy method for air separation. For example, polymerized membranes operated at ambient or warm temperatures can produce oxygen-rich air (25-50% oxygen). Ceramic membranes can provide high purity oxygen (90% or more), but require higher temperatures (800-900 ° C) to work. These ceramic membranes include ion transport membranes (ITM) and oxygen transport membranes (OTM). Membrane gas separation is used to provide oxygen-poor and nitrogen-rich gases, rather than air, to fill the fuel tanks of jetliners, thus greatly reducing the chance of accidental fires and explosions. Instead, membrane gas separation is used to provide pilots with oxygen-rich air in high-altitude flying aircraft without pressurized cabins.
Pressure swing adsorption provides separation of oxygen or nitrogen from air without liquefaction. The process is operated at ambient temperature; Zeolites (molecular sponges) are exposed to high-pressure air, which then releases the air and releases the adsorption film of the desired gas. Compressors are much smaller in size than liquefaction units, and portable oxygen generators are made this way to provide oxygen-rich air for medical purposes. Vacuum variable-amplitude adsorption is a similar process; The product gas is precipitated from the zeolite at subatmospheric pressure.

Part of air separation device
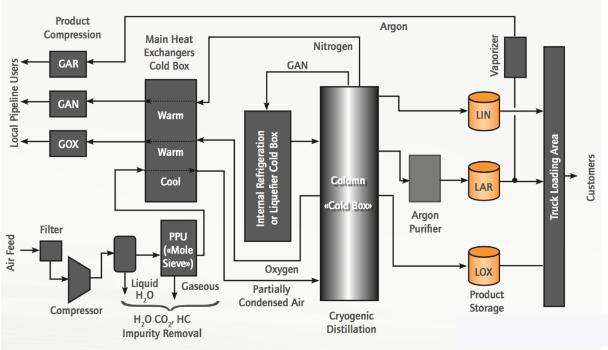
The compressed air from the air compressor is pre-cooled and purified by the air pre-cooling system, and after the molecular sieve removes moisture, carbon dioxide, hydrocarbons and other impurities, a part of the air is directly sent to the upper tower of the rectification tower, and the other part enters the expansion machine after expansion and refrigeration, and is sent to the lower tower. In the distillation column, after the rising steam and falling liquid are exchanged by heat, high purity nitrogen can be obtained at the top of the upper tower, and high purity oxygen can be obtained at the bottom of the upper tower.
Compression system
The air compression system includes air inlet filter, air compressor, air compressor interstage cooler, air compressor air silencer and so on
Precooling system
Air pre-cooling system includes water cooling tower, air cooling tower, water pump, refrigerator and so on
Purification system
The molecular sieve purification system includes molecular sieve adsorbers, nitrogen exhaust silencers and so on
Heat exchange system
The air separation heat exchange system includes the main heat exchanger, the subcooler and so on
Rectification system
Air separation distillation system includes distillation column, condensation evaporator and so on
Product delivery system
The product delivery system includes pressure regulating station, measuring station and so on
Liquid storage backup system
Backup systems include liquid storage tanks, gas storage tanks, liquid evaporators, etc

Low temperature air separation device (Cryogenic air separation device)
Principle of low temperature air separation device
The principle of low temperature air separation device is mainly based on the characteristics of different gases at different boiling points at low temperatures. The specific process is as follows:
Compression and cooling: First, the air is compressed through the air compression system to increase the pressure of the air. Then, the air precooling and purification system is used for preliminary cooling and purification of compressed air to remove moisture and impurities.
Liquefaction and separation: The pre-cooled and purified air enters the rectification system, and through further cooling and expansion in the rectification column, the temperature of the air is reduced to below the liquefaction point, thus becoming liquid air. Liquid air is separated in the distillation column according to the different boiling points of each component, the low boiling point of nitrogen is evaporated first, and the high boiling point of oxygen is left at the bottom of the tower.
Product collection: Separated nitrogen, oxygen and other products are sent out through the product delivery system for subsequent use. At the same time, liquid products such as liquid oxygen and liquid nitrogen generated during the separation process enter the liquid storage backup system for storage and vaporization.
In summary, the low-temperature air separation device realizes the effective separation of various components in the air through the steps of compression, cooling, liquefaction and separation, and provides important gas resources for industrial production and scientific research.
Construction of low temperature air separation device
The low temperature air separation device is mainly composed of the following systems:
Air filtration system: The main equipment includes self-cleaning air filters to filter out mechanical impurities in the air and ensure the quality of the air entering the subsequent system.
Air compression system: The system pre-compresses the air through steam turbines, superchargers, air compressors and other equipment to increase the pressure of the air and provide conditions for the subsequent cooling and separation process.
Air precooling and purification system: including air cooling tower, water cooling tower, molecular sieve purifier and other equipment. Air cooling tower and water cooling tower through the role of chilled water and cooling water, the compressed air is initially cooled, and the impurities such as water and carbon dioxide are removed. The molecular sieve purifier further absorbs hydrocarbons such as water, CO2 and acetylene in the air, making the air more pure.
Heat exchange system: mainly includes the main heat exchanger and subcooler and other equipment, which is used for heat exchange in the air separation process to improve the separation efficiency.
Rectification system: This is the core part of the low-temperature air separation device, which is mainly composed of the rectification tower (including the upper tower and the lower tower), condensation evaporator and other equipment. By controlling the temperature and pressure, the distillation column can gradually separate the gas with different boiling points at different heights.
Product delivery system: including pressure regulating station, measuring station and other equipment, used to separate oxygen, nitrogen and other products sent out of the device for subsequent use.
Liquid storage backup system: including liquid storage tank, gas storage tank, liquid evaporator and other equipment, used to store and vaporize the separated liquid oxygen, liquid nitrogen and other products.