Cryogenic air separation equipment can be used in various fields such as chemical engineering, new energy, metallurgy, etc., which require a large amount of high-purity nitrogen for industrial production. The cryogenic air separation unit uses low-temperature condensation to convert air into liquid state. Due to the different evaporation temperatures of different gases, they can be separated and purified from the air, resulting in high-purity and large-scale industrial gases such as nitrogen and oxygen.

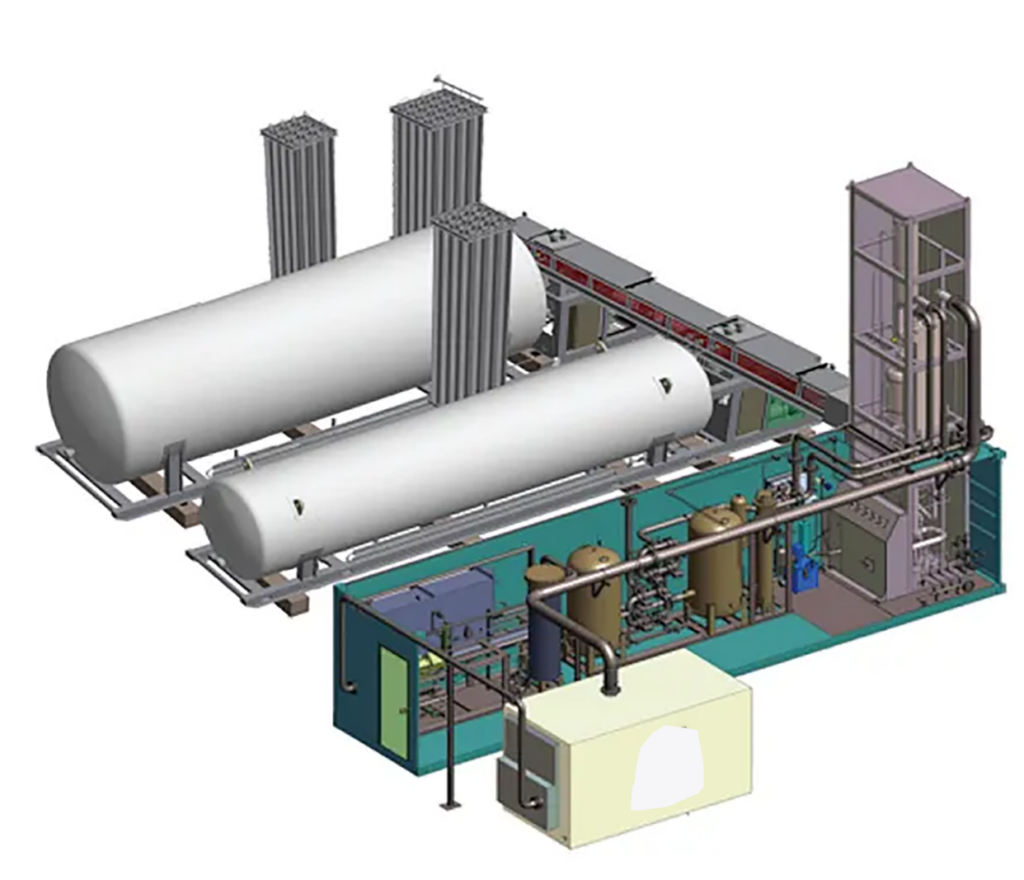
Cryogenic Air Separation Plant
Cryogenic air separation for nitrogen production uses air as the raw material, which is compressed, purified, and then liquefied into liquid air through heat exchange. Liquid air is mainly a mixture of liquid oxygen and liquid nitrogen. By utilizing the different boiling points of liquid oxygen and liquid nitrogen, they are separated through distillation to obtain nitrogen gas.
Cryogenic air separation process flow
The raw air is compressed to 0.7-0.85MPa by an air compressor, and then the air is pre cooled to 5-10 ℃ in a pre cooling unit to separate most of the moisture. Adsorb and filter out the remaining water, carbon dioxide, and hydrocarbons through a cryogenic purifier. Then the air expands and cools in the expander to provide the required cooling capacity for the device. Air exchanges heat with the reflux oxygen, nitrogen, and contaminated nitrogen in the main heat exchanger of the fractionation tower, is cooled to near liquefaction temperature, and reheates the reflux oxygen, nitrogen, and contaminated nitrogen to ambient temperature. Nitrogen is the liquid air and liquid nitrogen before subcooling and throttling in the subcooler. Air undergoes distillation separation in the distillation tower, obtaining product nitrogen at the top of the upper tower and product oxygen at the bottom of the upper tower.
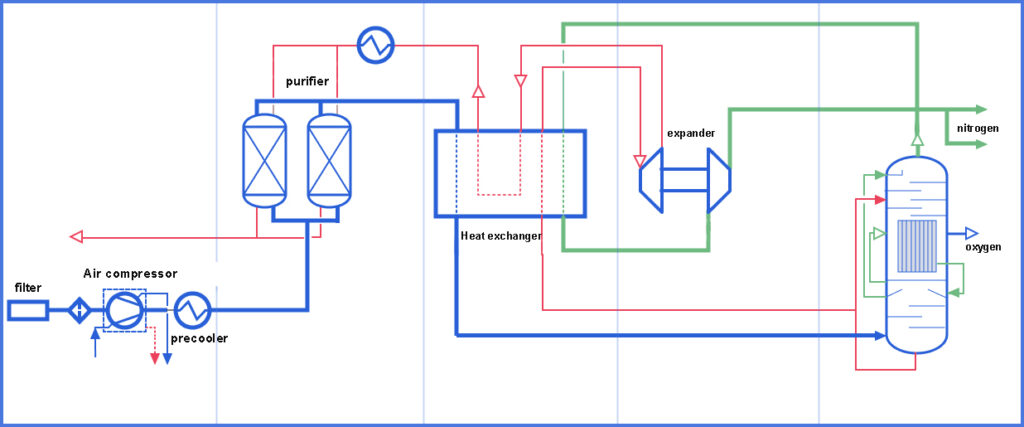
② Air purification: comprehensively purify the air, removing carbon dioxide, water vapor, and hydrocarbons. Heating the waste mixture to achieve regeneration of the integrated treatment unit.
③ Heat exchange: Due to the heat exchange with the exhaust gas mixture and product nitrogen, the air is almost cooled to the liquefaction temperature.
④ Expansion refrigeration: Producing refrigeration by expanding a portion of the bottom product from a distillation tower in a turboexpander device. Use product nitrogen to utilize the work obtained in the turbine expander device.
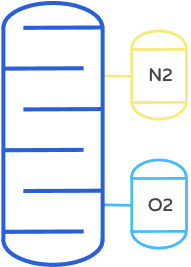
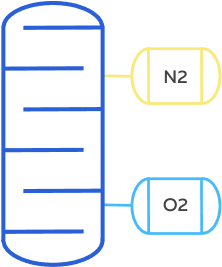
⑤ Oxygen nitrogen separation: Liquefied air is separated through heat and mass transfer processes in a double distillation tower to produce high-purity nitrogen and oxygen.
Process flow of cryogenic nitrogen generator
- Air compression: Air is compressed by an air compressor to 0.5~0.7Mpa;
- Pre cooling: The air is pre cooled to 5 ℃~10 ℃ in the pre cooling unit and the moisture is separated;
- Purification: Air is purified in a molecular sieve purifier to remove residual moisture, carbon dioxide, and hydrocarbons;
- Air expansion: Air expands in an expander to cool and provide the required cooling capacity for the device;
- Heat exchange: Air exchanges heat with the reflux oxygen, nitrogen, and contaminated nitrogen in the fractionation tower heat exchanger, is cooled to near liquefaction temperature, and repeatedly heats the reflux oxygen, nitrogen, and contaminated nitrogen to ambient temperature;
- Subcoling: The liquid air and liquid nitrogen of nitrogen gas before subcooling and throttling in the subcooler;
- Distillation: Air undergoes distillation separation in a distillation tower, obtaining product nitrogen at the top of the upper tower and product oxygen at the bottom of the upper tower.
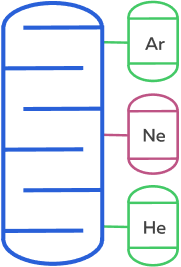
The operation technology of the low-temperature air separation unit is based on the principle of low-temperature distillation, which separates the air in the gas-liquid phase into the main components: nitrogen, oxygen, and argon. Nowadays, low-temperature devices can obtain separation products with the following parameters:
- nitrogen
- Purity: up to 99.9999%
- Flow rate: up to 30000Nm3/h
- oxygen
- Purity: up to 99.9%
- Flow rate: up to 10000Nm3/h
- argon
- Purity: up to 99.9999%
- Flow rate: up to 1000Nm3/h
Different types of low-temperature stations can produce gas-liquid separation products with varying energy consumption. Therefore, in order to obtain liquefied and gaseous products, the technology of low-temperature air separation units varies and is divided into the main types:

Working principle of cryogenic nitrogen generator
Raw air is drawn in from the atmosphere, cleaned of impurities through an air filter, and then pressurized to a certain pressure through an air turbine compressor. It is cooled to around 8 ℃ by an air pre cooler and separated into free water by a water separator before entering a molecular sieve purifier to remove carbon dioxide, moisture, and most hydrocarbons from the air.
Then enter the distillation tower system and exchange heat with the reflux gas in the main heat exchanger. The air after heat exchange enters the lower part of the distillation tower and participates in distillation; Obtain oxygen rich liquid at the bottom of the tower and nitrogen at the top of the tower.
After being subcooled by the cooler, the liquid air is led out and flows into the condenser evaporator as a cold source, exchanging heat with the rising nitrogen gas in the tower. The liquid air is evaporated, the nitrogen gas is condensed, and most of the condensed liquid nitrogen is used as the reflux liquid in the distillation tower, participating in distillation. A small portion of the product enters the liquid storage tank and then enters the liquid nitrogen storage tank.
After the product nitrogen is extracted from the top of the tower, it enters the heat exchanger for reheating and is discharged outside the tower to the nitrogen pressure system for the user; The required cooling capacity for the device is provided by a set of two turbine expanders.
The oxygen enriched air extracted from the main cooler is reheated to a certain temperature through the cooler and the lower part of the main heat exchanger, and enters the expansion compressor for expansion refrigeration. It then enters the main heat exchanger for heat exchange with the positive flow air, and the air is cooled; After the oxygen enriched air is reheated, it is discharged outside the tower as a regeneration gas source for the purifier. After coming out, it is sent to the user along with the excess to the oxygen enriched pressurization system.
The molecular sieve purifier consists of two containers filled with molecular sieves, one working and the other regenerating, switching between use.
When the nitrogen production equipment malfunctions and stops, the liquid nitrogen pump can be started to pressurize. When there is a complete power outage, it can be sent to the medium pressure liquid nitrogen storage tank, and then vaporized and reheated by the gasifier to room temperature before entering the medium pressure storage tank for user use.
Nitrogen production by cryogenic air separation and positive expansion
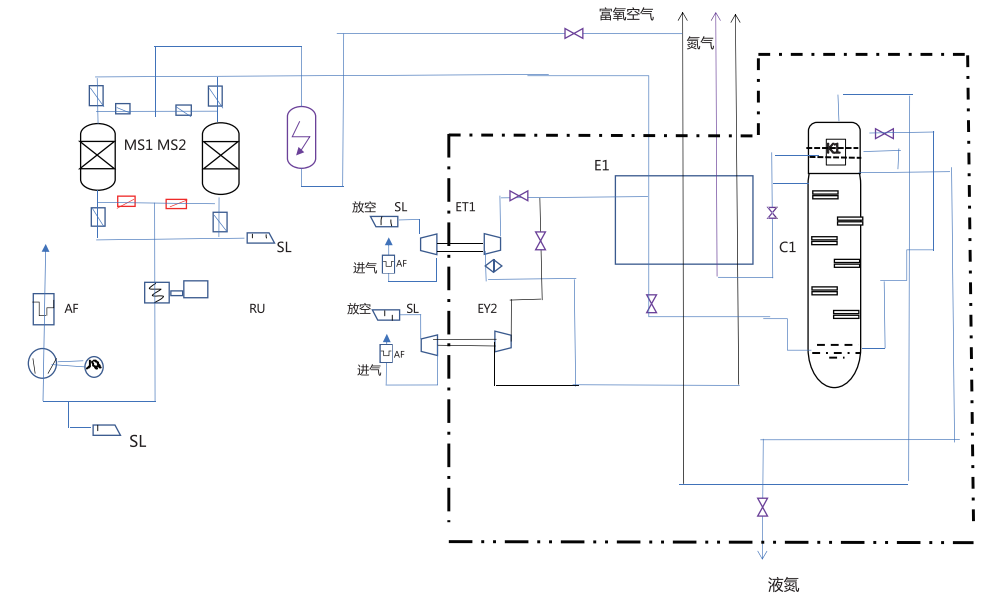
The positive air flow expansion process is generally suitable for situations where the pressure level of nitrogen products is not very high (such as below 0.2 MPa), as shown in the diagram. After dust removal, compression, pre cooling, and purification, the raw air is divided into two streams: one stream enters the main heat exchanger, where it is cooled to a certain temperature by the backflow of polluted nitrogen, and then extracted from the middle of the main heat exchanger for expansion. After expansion, it enters the bottom of the nitrogen tower for distillation; Another stream of air is cooled to saturation temperature in the main heat exchanger and directly throttled into the nitrogen tower for distillation.
In this way, product nitrogen gas is obtained at the top of the nitrogen tower, and the oxygen rich liquid at the bottom of the nitrogen tower is throttled and enters the evaporation side of the condenser evaporator to condense the gas nitrogen at the top of the nitrogen tower. The oxygen rich air extracted from the top of the condenser evaporator is directly fed into the cold end of the main heat exchanger, where it exchanges heat with the positive air and is reheated to room temperature before being discharged from the cold box. A portion of it is used for the regeneration of the molecular sieve adsorber, while the rest is vented. The nitrogen gas discharged from the top of the nitrogen tower is reheated by the main heat exchanger to room temperature and discharged from the cold box for supply to users.
Reflux expansion nitrogen production
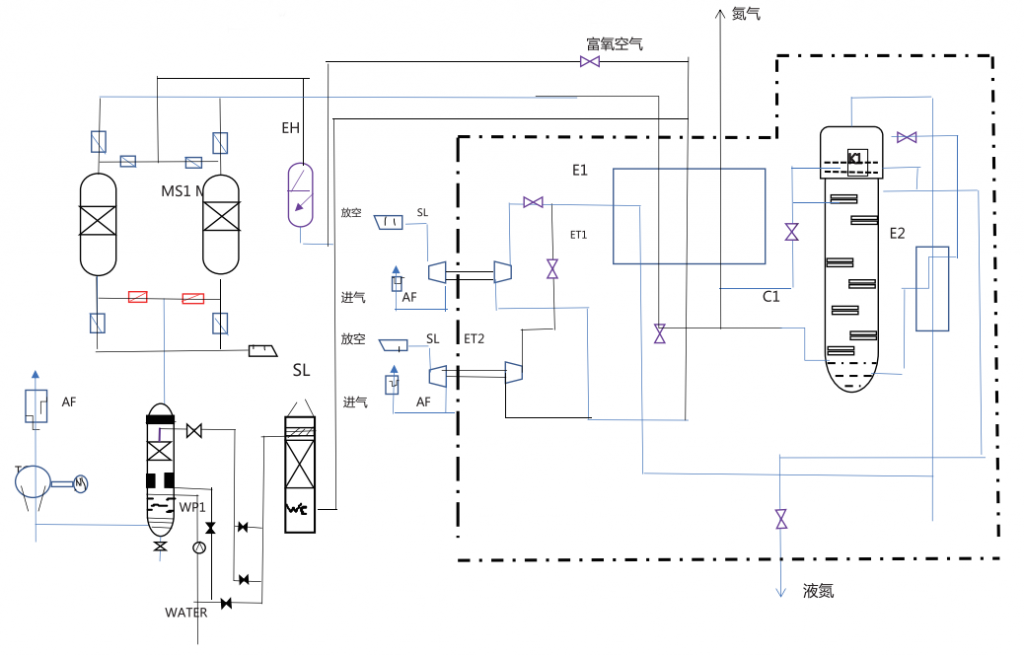
The cryogenic air separation reflux expansion process is generally suitable for situations where users have certain pressure requirements for nitrogen products (such as above 0.2 MPa), as shown in the diagram. After dust removal, compression, pre cooling, and purification, the raw air enters the main heat exchanger, where it is cooled to saturation temperature and has a certain moisture content by the backflow of contaminated nitrogen. It then enters the bottom of the nitrogen tower for distillation. Obtain product liquid nitrogen and nitrogen gas at the top of the nitrogen tower in this way; The oxygen rich liquid at the bottom of the nitrogen tower is throttled and enters the evaporation side of the condenser evaporator to condense the gas nitrogen at the top of the nitrogen tower.
Most of the oxygen enriched air extracted from the top of the condenser evaporator is directly fed into the cold end of the main heat exchanger, reheated to a certain temperature, and then extracted from the middle to enter the turbine expander for expansion, providing cooling capacity for the entire pure nitrogen equipment. The expanded oxygen enriched air is mixed with another stream of throttled oxygen enriched air and enters the cold end of the main heat exchanger, where it exchanges heat with the normal flow air. After reheating to room temperature, it is discharged from the cold box, with a portion used for the regeneration of the molecular sieve adsorber and the rest being vented. The nitrogen gas drawn from the top of the ammonia tower is reheated by the main heat exchanger to room temperature and discharged from the cold box for supply to users.
Complete cryogenic air separation design requirements
Cryogenic air separation is the process of separating oxygen, nitrogen, and other gases from air using low-temperature technology. As an advanced industrial gas production method, cryogenic air separation is widely used in industries such as metallurgy, chemical engineering, and electronics. The design of a complete set of cryogenic air separation equipment not only requires technical precision, but also needs to comply with industrial standards and customer needs to ensure the stable operation and economic benefits of the equipment. We will explore the design requirements for a complete set of cryogenic air separation equipment, covering core design considerations, engineering points, and practical application considerations.
- Basic design requirements
When designing a complete set of cryogenic air separation equipment, the first basic requirements that need to be determined include production capacity, raw air conditions, product purity and quantity, etc. According to different practical application fields, the production capacity of complete sets of cryogenic air separation equipment varies greatly, generally covering processing scales ranging from hundreds to thousands of cubic meters per hour. In addition, impurities such as moisture and carbon dioxide in the raw air need to be removed through a pretreatment stage to ensure that the equipment can perform cryogenic operations under stable and interference free conditions. Therefore, the design of the preprocessing system needs to fully consider the level of pollutants in the local air and the operating environment of the equipment.
- System design considerations
The design process of cryogenic air separation equipment involves multiple key systems, including compression system, heat exchange system, separation tower system, and distillation system. The design of the compression system needs to ensure efficient and reliable provision of high-pressure air suitable for cryogenic separation. The heat exchanger is the core component that ensures the realization of cryogenic processes, requiring extremely high thermal efficiency. Typically, plate fin heat exchangers are used to ensure efficient heat transfer and uniform gas flow. At the same time, the design of the separation tower and distillation system needs to meet the purity requirements of the product gas, so the selection of packing and tray inside the tower and the optimization of distillation process conditions are particularly important. In the distillation tower, various gas components are effectively separated through repeated heat exchange and condensation evaporation processes, forming high-purity oxygen, nitrogen, or argon gases.
- Automation and control systems
Automated control is an indispensable part of the design of cryogenic air separation systems. Modern complete sets of cryogenic air separation equipment usually integrate fully automated control systems to achieve precise control of parameters such as temperature, pressure, and flow rate. This not only significantly reduces the difficulty of operation, but also improves the security and stability of the system. Process control systems are typically composed of PLC (Programmable Logic Controller) and DCS (Distributed Control System), which control and optimize equipment by real-time acquisition of key parameters to ensure stable operation under various load conditions. To cope with unexpected situations, the control system also needs to have fault diagnosis function, which can timely detect potential problems and take corresponding measures.
- Energy conservation and environmental protection considerations
Energy saving is an important consideration in the design of cryogenic air separation equipment, and the efficient design of compressors and heat exchangers plays a significant role in reducing energy consumption. In addition, waste heat recovery of equipment is also a common energy-saving method, which can use the waste heat in the refrigeration process to provide energy support for other processes, thereby improving overall energy utilization efficiency. In terms of environmental protection, the design of cryogenic air separation needs to fully consider potential environmental pollution issues during the production process, such as noise pollution and exhaust emissions during the process. In the design phase, it is necessary to add sound insulation treatment and a proper treatment plan for exhaust gas to meet relevant environmental regulations and standards.
- Cost effectiveness and equipment selection
The cost-benefit evaluation of a complete set of cryogenic air separation equipment directly affects its design and selection. On the premise of meeting production needs, the selection and scale of equipment should minimize initial investment and operating costs as much as possible. The selection of equipment manufacturing materials, heat exchange efficiency, compressor type, and process flow are all key factors that affect cost-effectiveness. Appropriate equipment selection can not only reduce initial investment, but also effectively lower maintenance and operation costs in the later stage, thereby achieving higher economic returns in the production process.
- On site installation and debugging
The design of a complete set of cryogenic air separation equipment is not limited to the drawing stage, but also needs to consider the requirements of on-site installation and commissioning. During the installation phase, it is necessary to ensure precise docking of each component to avoid leakage problems at pipeline connections. During the debugging process, a comprehensive inspection of the operating status of each system is required to ensure that the equipment reaches optimal operating conditions. Due to the complexity of cryogenic air separation equipment, debugging is usually completed by a professional team of engineers, including multiple tests and adjustments of parameters such as gas purity, pressure, and flow rate, ultimately achieving design requirements and customer standards.